Подшипники скольжения
ИЗГОТОВЛЕНИЕ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ ИЗ СОВРЕМЕННЫХ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ
Изготавливаем подшипники скольжения из углеродно-графитовых антифрикционных материалов.
Диапазон диаметров d1 = 6…100 мм.
Изготавливаем подшипники скольжения с центральным отверстием как под номинальный размер шейки вала, так и под ремонтные размеры, полученные после перешлифовки шейки вала с целью восстановления геометрии и шероховатости поверхности шейки вала
Изготовление ведется по рабочим чертежам, предоставляемым заказчиком. Возможно изготовление по образцам деталей, новых или побывавших в эксплуатации, если их состояние позволяет определить первоначальные значения размеров и параметров.
Втулки подшипников скольжения в большинстве случаев запрессовываются в стальные обоймы. Осуществляется запрессовка двумя способами - «горячая запрессовка» и «холодная запрессовка».
«Горячая запрессовка»
Потребитель присылает обойму, в которую должна быть установлена втулка подшипника, и сообщает действительный размер шейки вала. Мы изготавливаем втулку, запрессовываем ее «горячим способом» в обойму и окончательно обрабатываем центральное отверстие втулки под требуемый размер вала с учетом необходимого зазора.
Финишная обработка центрального отверстия после запрессовки позволяет получить более точную величину зазора в сопряжении с валом.
Максимальная температура использования подшипников скольжения, запрессованных «горячим способом», составляет до +300…350 °С.
«Холодная запрессовка»
Не всегда у потребителя есть возможность использовать подшипник скольжения, запрессованный «горячим способом», например, когда втулка запрессовывается непосредственно в корпус механизма. В этом случае используется «холодная запрессовка».
Потребитель сообщает размеры втулки (или предоставляет рабочий чертеж втулки), по которому мы изготавливаем подшипник, причем размер центрального отверстия выполняется окончательно. Потребитель сам осуществляет запрессовку втулки в обойму (корпус механизма). В этом случае следует иметь в виду, что отверстие у втулки после запрессовки несколько уменьшится (в частности, отверстие, выполненное с допуском F7…E7, после запрессовки будет иметь отклонение по H7…H8).
С целью предотвращения проворота втулки в корпусе иногда используют штифты, шпонки и т.п. элементы.
Максимальная температура использования подшипников скольжения, запрессованных «холодным способом», составляет +130…150 °С.
НЕКОТОРЫЕ РЕКОМЕНДАЦИИ ПОТРЕБИТЕЛЯМ
Зазор в подшипниках скольжения, выполненных из углеродно-графитовых материалов
При сухом трении - 0,3…0,5% от диаметра вала.
При «жидком» трении - 0,1…0,3% от диаметра вала.
Следует иметь в виду, что в подшипниках скольжения со стальной обоймой запрессованные втулки сжаты стальной обоймой, коэффициент теплового расширения которой обычно не отличается от коэффициента теплового расширения вала. В связи с этим при различных тепловых режимах работы зазор в подшипнике скольжения практически не меняется.
Если же втулка установлена в корпусе механизма по посадке с зазором (с элементом от проворота), то следует учитывать значительное уменьшение зазора при переходе от холодного режима (при простое) к горячему режиму (при работе) вследствие того, что коэффициент теплового расширения стального вала существенно больше коэффициента теплового расширения материала втулки. И если зазор между втулкой и валом будет слишком мал, то возможно заклинивание вала в подшипнике при выходе подшипникового узла на высокие значения температуры.
Монтаж втулки в стальную обойму «холодной запрессовкой»
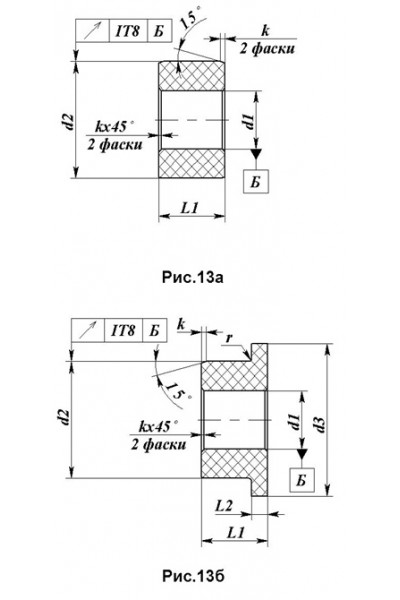
Рекомендуемые поля допусков до запрессовки:
- внутренний диаметр втулки d1 - F7…E7;
- наружный диаметр втулки d2 - s6;
- диаметр отверстия стальной обоймы - H7.
После запрессовки внутренний диаметр втулки d1 будет иметь отклонения по H7…H8.
Прессовая оправка должна иметь поверхность, передающую давление запрессовки на всю торцовую поверхность втулки.
Максимальная температура использования подшипников скольжения, запрессованных «холодным способом», составляет 130…150 °С.
Монтаж втулки в стальную обойму «горячей запрессовкой»
Рекомендуемые поля допусков до запрессовки:
- внутренний диаметр втулки d1 - D8;
- наружный диаметр втулки d2 - x8;
- диаметр отверстия стальной обоймы - H7.
После «горячей запрессовки» производится финишная обработка внутреннего диаметра втулки d1.
Максимальная температура использования подшипников скольжения, запрессованных «горячим способом», составляет до +300…350 °С.
